


资讯
联系我们
公司名称:化工填料厂家
公司QQ:27749890
联系人:龙经理
业务电话:18779917026
联系地址:江西萍乡湘东陶瓷工业园
石墨拉西环制备工艺研究
2019-08-03 阅读:次
本文选用胶体石墨为主要原料 ,采用烧结工艺制备石墨拉西环。详细探讨了粘结剂、成型工艺及热处理工艺对石墨拉西环性能的影响。结合 SEM 对拉西环进行了结构分析。所制得的拉西环性能于同类规格的进口产品。
本文以胶体石墨粉为原料 ,采用烧结工艺研究石墨拉西环的制备 ,探索粘结剂、成型工艺及热处理工艺对石墨拉西环性能的影响 ,所制得的拉西环其性能指标于同类规格的进口石墨拉西环。
选用上海胶体化工厂的胶体石墨粉为主要原料 ,采用酚醛树脂作粘结剂 ,在实验室制成石墨拉西环。
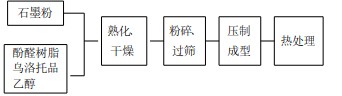
制造流程如下:
2.性能测试
1 气孔率及体积密度采用吊兰法测定。
2 参照 GB6804- 86“烧结金属衬套径向压溃强度测定法”测定石墨拉西环的压溃强度。
3 应用 CM 12型扫描电镜观察拉西环的结构。
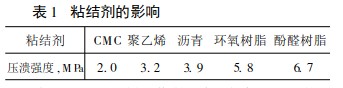
国外采用焦炭及沥青为原料经 2000~ 3000℃高温烧结制成石墨拉西环 ,本文采用石墨粉作原料 ,研究了各种粘结剂的粘结效果。表 1列出了采用 CM C、聚乙烯粉、沥青、环氧树脂、酚醛树脂作粘结剂制得的拉西环的压溃强度。可见在相同条件下 ,酚醛树脂的粘结效果佳。这是由于酚醛树脂受热时形成大
量呈网络结构的残留碳 [3] ,提高了制品的机械性能。表 1 粘结剂的影响
本文选择酚醛树脂作粘结剂 ,考察了不同的酚醛树脂用量对拉西环性能的影响 ,见表 2。
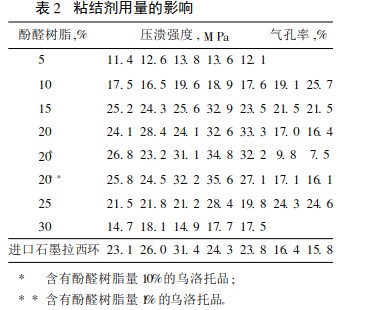
从表 2可以看出 ,酚醛树脂用量过高或者过低均降低拉西环的性能 ,乌洛托品的加入有利于机械性能的提高 ,但是过多的加入致使气孔率下降。
2.熟化时间的影响
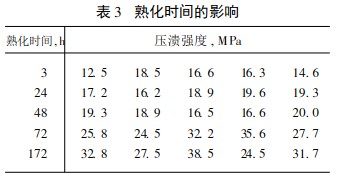
根据酚醛树脂的化学特性 ,采用乙醇溶解酚醛树脂和乌洛托品 ,溶解完全后加入石墨粉 ,充分混匀 ,熟化一段时间后置于灯下或具备通风装置的烘箱中烘至完全干燥 ,用球磨机粉碎至过 80目筛。我们发现熟化时间的长短影响拉西环的机械性能 ,见表 3。
可见 ,熟化时间太短 ,压溃强度偏低 ,实验中采
取 3天时间进行熟化处理。
压制成型参数
采用模压成型 ,试验了不同压力对拉西环性能的影响 ,结果表明 ,压力太低 ( < 10M Pa) ,压溃强度偏低 ,气孔率偏高 ;相反压力太高 (> 20MPa) ,气孔率偏低 ,且出现应力碎裂。本文选择在 12M Pa压力下压制成型。
4.热处理曲线
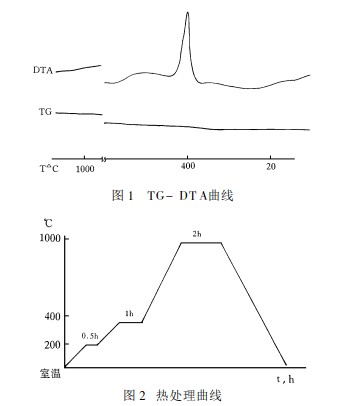
采用 TAS100型综合热分析仪测定了成型坯体的失重 - 差热分析曲线 ,见图 1,在 400℃附近的放热峰乃酚醛树脂的受热分解所致 ,结合实验结果 (表4确定了佳的热处理工艺 ,如图 2所示。
.石墨拉西环微结构
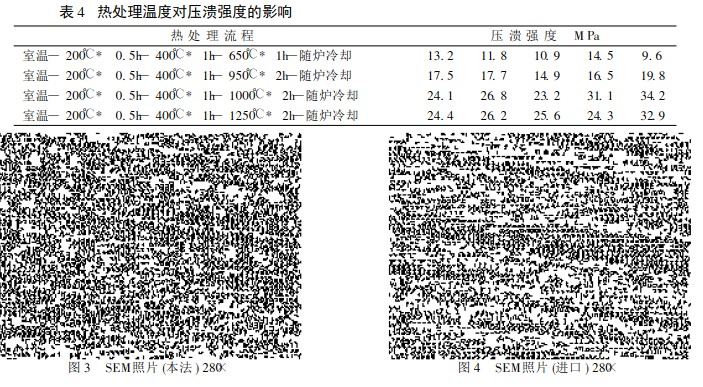
石墨拉西环试样置于荷兰 Philips 公司生产的 CM12型扫描透视电镜上观察 ,其结构特征照片示于图 3。可见 ,本法制备的石墨拉西环微孔分布均匀 , 比表面积高于进口同类产品 (图 4)。
2、 本熟化时间严重影响石墨拉西环的机械强度性能 ;
3、 本法制备的石墨拉西环的性能于同类规格的进口产品。
1、前 言
石墨材料具有良的耐腐蚀性 ,石墨拉西环具有比表面积大、耐腐蚀性好 (尤其可耐氢氟酸腐蚀 )、造价相对低廉等点 ,广泛用于填料塔中以提高分离效率 。在国外 ,石墨拉西环主要采用焦炭及沥青高温石墨化制成石墨管后截取法制备 ,生产周期长 ,能源消耗大 ,而国内有关石墨拉西环资料报道甚少。本文以胶体石墨粉为原料 ,采用烧结工艺研究石墨拉西环的制备 ,探索粘结剂、成型工艺及热处理工艺对石墨拉西环性能的影响 ,所制得的拉西环其性能指标于同类规格的进口石墨拉西环。
二、实 验
1.拉西环的制备选用上海胶体化工厂的胶体石墨粉为主要原料 ,采用酚醛树脂作粘结剂 ,在实验室制成石墨拉西环。
制造流程如下:
2.性能测试
1 气孔率及体积密度采用吊兰法测定。
2 参照 GB6804- 86“烧结金属衬套径向压溃强度测定法”测定石墨拉西环的压溃强度。
3 应用 CM 12型扫描电镜观察拉西环的结构。
三、结果与讨论
1.粘结剂的选择及用量的影响国外采用焦炭及沥青为原料经 2000~ 3000℃高温烧结制成石墨拉西环 ,本文采用石墨粉作原料 ,研究了各种粘结剂的粘结效果。表 1列出了采用 CM C、聚乙烯粉、沥青、环氧树脂、酚醛树脂作粘结剂制得的拉西环的压溃强度。可见在相同条件下 ,酚醛树脂的粘结效果佳。这是由于酚醛树脂受热时形成大
量呈网络结构的残留碳 [3] ,提高了制品的机械性能。表 1 粘结剂的影响
本文选择酚醛树脂作粘结剂 ,考察了不同的酚醛树脂用量对拉西环性能的影响 ,见表 2。
从表 2可以看出 ,酚醛树脂用量过高或者过低均降低拉西环的性能 ,乌洛托品的加入有利于机械性能的提高 ,但是过多的加入致使气孔率下降。
2.熟化时间的影响
根据酚醛树脂的化学特性 ,采用乙醇溶解酚醛树脂和乌洛托品 ,溶解完全后加入石墨粉 ,充分混匀 ,熟化一段时间后置于灯下或具备通风装置的烘箱中烘至完全干燥 ,用球磨机粉碎至过 80目筛。我们发现熟化时间的长短影响拉西环的机械性能 ,见表 3。
可见 ,熟化时间太短 ,压溃强度偏低 ,实验中采
取 3天时间进行熟化处理。
压制成型参数
采用模压成型 ,试验了不同压力对拉西环性能的影响 ,结果表明 ,压力太低 ( < 10M Pa) ,压溃强度偏低 ,气孔率偏高 ;相反压力太高 (> 20MPa) ,气孔率偏低 ,且出现应力碎裂。本文选择在 12M Pa压力下压制成型。
4.热处理曲线
采用 TAS100型综合热分析仪测定了成型坯体的失重 - 差热分析曲线 ,见图 1,在 400℃附近的放热峰乃酚醛树脂的受热分解所致 ,结合实验结果 (表4确定了佳的热处理工艺 ,如图 2所示。
.石墨拉西环微结构
石墨拉西环试样置于荷兰 Philips 公司生产的 CM12型扫描透视电镜上观察 ,其结构特征照片示于图 3。可见 ,本法制备的石墨拉西环微孔分布均匀 , 比表面积高于进口同类产品 (图 4)。
四、结 论
1、 本研究获得了烧结法制备石墨拉西环的佳工艺流程及条件 ;2、 本熟化时间严重影响石墨拉西环的机械强度性能 ;
3、 本法制备的石墨拉西环的性能于同类规格的进口产品。