


资讯
联系我们
公司名称:化工填料厂家
公司QQ:27749890
联系人:龙经理
业务电话:18779917026
联系地址:江西萍乡湘东陶瓷工业园
陶瓷球拱生产工艺探讨
2019-07-16 阅读:次
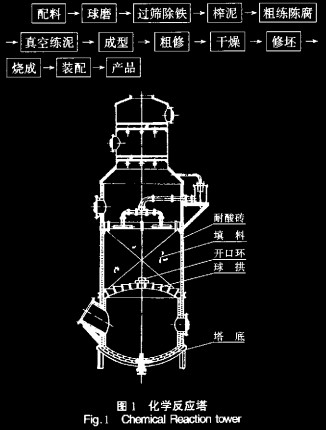
陶瓷球拱是化工陶瓷中的一类产品.就其材质来说,与耐酸砖相同,为无釉陶瓷产品。坯料组成为粘土一长右一石英三元系统。陶瓷球拱具有异的耐腐蚀性能(除氢氟酸和热浓碱外),广泛用于对耐腐蚀性要求高的化学反应塔中(如图1):一套陶瓷球拱由三部分组成:拱砖、拱心砖和拱脚砖。陶瓷球拱器型较大,形状特殊大小不一,因此生产工艺也有特殊性。
2.2陶瓷球拱工艺控制
2陶瓷球拱生产工艺及控制
2.1工艺流程
2.2陶瓷球拱工艺控制
2.2 l原料
制造陶瓷球拱要用塑性良好的粘土,用量一般控制在5— 8%,以便成型干燥后,坯体有一定的强度,便于修坯、搬运。用量过多,则不利于榨泥及控制收缩。由于化工陶瓷所含氧化物在酸性溶液中的溶解度排列顺序为 :
K20>№O>cao>Mgo>zn0>她q>№q>siq
即R20耐酸侵蚀性弱,si02耐酸性强,其次为F岛03。因此,二氧化硅含量高,是生产陶瓷球拱的基本要求。
至于矿物原料中氧化物铁一般不作特殊考虑。但制品中F岛03应≤3%,否则烧结范围变窄,易引起制品烧后起泡、肿胀。这样生产陶瓷球拱的原料在保证其化学成份(表1化学组成)和一定的工艺性能的前提下,原料的选用范围较广。
表2为某厂生产陶瓷球拱用,其中多数为本地原料。

原料的球磨,泥浆细度控制在万孔筛余4~5%,细度太粗会影响坯体的收缩及烧结性能;太细则榨泥困难,泥料的水份不易控制,且同样会影响收缩、烧结性能。可塑泥料水份控制要严,一般为22~23%。陶瓷球拱的成型是塑法挤制成型,器型大、形状特殊。若泥料水份少,成型困难,且成型时坯体拐角处易开裂;水份多,成型时坯体容易变形。
2.2.2陶瓷球拱成型
陶瓷球拱成型是在真空练泥机机头上加模具,采用塑法挤制成型,该方法简便实用且成型速度快,
2.2.2.1拱砖成型
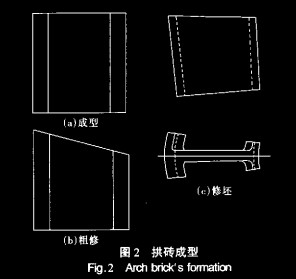
成型后,直立在平整的板上,经过约一天阴干、粗修成制品的大致形状后,进烘房干燥,1:燥后再修坯(如图2),由图可知,对于拱砖、不同规格大小的产品,若考虑到足够的放尺率.可以用同一模具成型。
2_22 2拱脚砖成型
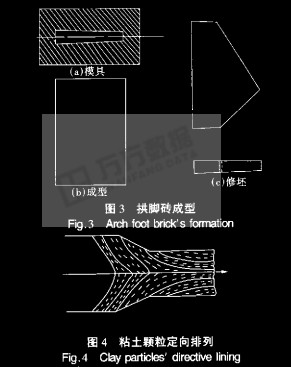
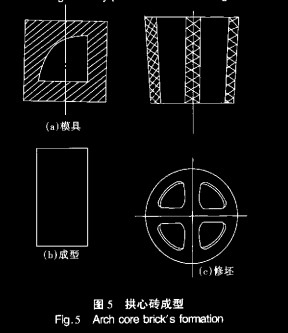
拱脚砖形状简单、成型后粗修、进烘房干燥,干燥后再修坯(如图3)。但是,不同规格大小的拱脚砖,由于厚薄不同,成型用模具也不同,这一点与拱砖成型不同,因为拱砖的各个面都要进仃修坯,而拱脚砖的两个宽面不需要修坯以减少工作量。实践证明,同一,同样的工艺参数,而且是同一成型设备,只因产品的大小不同,其放尺率也不同(特别是厚度方向)。其原因是由于挤压成型常使粘土矿物颗粒取向排列_2一,沿颗粒厚度方向的层数多,水膜厚,沿其长度方向的颗粒少,水膜薄,引起干燥过程中不同方向上不均匀收缩(如图4)。拱脚砖厚度不同时,即使、上艺参数及成型设备不变,但泥料在厚度方向的受力不同,其致密程度不同,所以收缩也就不同,这就足为什么规格大小不同的拱脚砖采用不同放尺率的模具成型的理论依据。
2 2.2.3拱心砖成型
拱心砖也是挤制成型,成型后即可进烘房干燥。干燥后,根据收缩率的大小放尺修坯。对于拱心砖,规格不同,可以采用同一模具成型。一套拱心由四块拱心砖组成(图5):
2.2 3陶瓷球拱干燥
陶瓷球拱制品件大、厚薄不一,且制品的拐弯拐角之处多,其干燥过程中易引起开裂。这样的大件产品一般都采用烘房干燥。成型粗修后要立即进烘房干燥。因为在干燥初期,要求湿度较高,而烘房的湿度比车问的湿度高。若放在车间,由于湿度低,外扩散大于内扩散,易引起坯体开裂。当于燥进入等速阶段,严格控制干燥十分重要,实践证明,万方数据拱砖、拱心砖的干燥温度以不超过40℃为宜,拱脚砖干燥温度以小超过50℃为宜。
2 2 4烧成
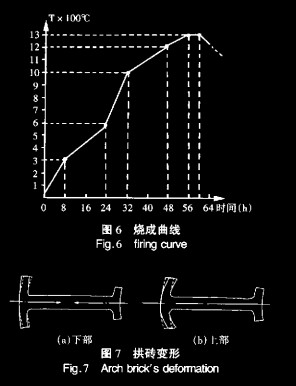
陶瓷球拱烧成是关键丁二序。国内采用倒焰窑烧成,其坯体对温度的敏感性较高,不宜装在温度较高的火口,而是装在窑的中部,其四周可以搭配装烧耐酸砖等其它制品。烧成时,根据坯体重、大和厚的特点,坯体下部应放置泥料做成的垫片,以适应坯体的收缩。图6为某厂陶瓷球拱的烧成曲线。
3存在的问题及解决方案
陶瓷球拱生产,其主要问题是拱砖的变形,而且都发生在拱砖大头的曲面上、下部位(如图7)。下部在烧戚过程中,曲面易被拉平,而上部的曲面正相反,曲率半径变小,这是因为其上、下部位在烧成过程中受力不同所致。要解决变形问题,笔者认为,可以根据拱砖的大小及变形程度的不同,在修坯放尺时就应考虑到变形的多少,以控制其变形后的尺寸误差在允许的范围内,陶瓷球拱砖允许有负偏差,尺寸在200mm以内,负偏差应小于1mm,尺寸在200~43mm,其偏差应小于1.5mm,以保证在砌筑时,灰缝控制在3mm